

The process of manufacturing sintered metal components consists of three steps: 1) Mixing the metal powders to the right blend, 2) compacting the powder to a ‘green body’ and finally 3) sintering the green body to give it the desired properties. Certain components may need some processing afterwards, but the three steps are common for all sintered metal parts.
How the three processes are carried out will affect the properties of the final component. In this blogpost we will focus on step 2, the compaction process which is the point where the metal powder is put under pressure to create the intended shape of the product, i.e. the ‘green body’.
We work with compaction in the three following ways:
Cold compaction (CC)
This is the standard compaction method under which the metal powder mix is compacted to a green body at room temperature. Standard lubricants are used.
Warm die compaction (WDC)
Here the die is heated up to 90–100 °C before and during the compaction. Special lubricants are used.
Warm compaction (WC)
Compaction of powder mix where the tool is heated up to 120–150 °C and the powder to 120–130 °C. Special lubricants are used.
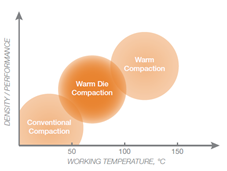
So, what are the differences between final components from the three compaction methods? The primary purpose of adding heat to the compaction process is to increase the density of the component. The graph below illustrates how density increases with the temperature.
The mechanical properties of warm die compacted or warm compacted parts can be further improved with use of high temperature sintering. The standard sintering temperature is 1120 °C, while high temperature sintering takes place at up to 1250 °C.
Testing the methods
To illustrate how the various compaction methods, and the subsequent sintering temperature, affect the properties of a component, we did a test where we produced some tensile test bars.
The test was based on:
- Powder grade: Sint D30 according to DIN 30 910-4
- Specific alloying: 1.5% Cu – 4.0% Ni – 0.5% Mo – 0.1% C – Fe remaining
The test gave these results:
| Sintered at 1120 °C | ||||
| SD | UTS | YS | A | |
| g/cm3 | MPa | MPa | % | |
| CC / RT | 7,02 | 500 | 290 | 3,2 |
| WDC / 90 °C | 7,15 | 560 | 310 | 4,6 |
| WC / 120 °C | 7,21 | 560 | 305 | 3,9 |
| Sintered at 1250 °C | ||||
| SD | UTS | YS | A | |
| g/cm3 | MPa | MPa | % | |
| CC / RT | 7,07 | 505 | 345 | 3,7 |
| WDC / 90 °C | 7,20 | 550 | 360 | 6,0 |
| WC / 120 °C | 7,25 | 575 | 375 | 4,8 |
CC / RT = Cold compaction / room temperature
WDC / 90 °C = Warm die compaction / 90 °C
WC / 120 °C = Warm compaction / 120 °C
As the tables show, the density of the compacts is increased with 0.13 g/cm3 with the warm die compaction process and with 0.18–0.19 g/cm3 with the warm compaction process. Also, the elongation is increased and has the best values with the warm die compaction process.
The differences between warm compaction and warm die compaction are so small that warm die compaction is usually preferred. Warm compaction is normally done on presses with fixed heat units for both tool and powder, which means that these heaters cannot be moved to other presses. Warm die compaction is more flexible because no powder heating unit is installed which means that warm die compaction can be used on different presses.
When no special properties are required, cold compaction is the simplest and most cost-effective method.
Let’s help you find the optimal compaction method for your product
At FJ Industries we have decades of experience with the various compaction methods and are happy to advise you about the best procedure for your components. Get in touch with our Senior Technology Manager Sten Millot for a chat about compaction and quality.